
* Grading and quality checks are enforced at every stage of the manufacturing process. Random samples are tested for compliance with established standards in our well equipped factory laboratory.
-
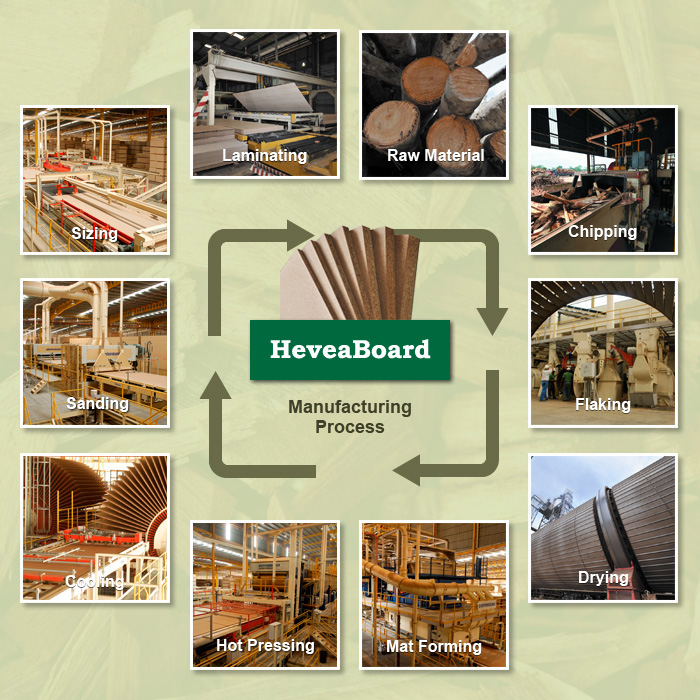
RAW MATERIAL
The fibre materials are RubberWood logs, branches and wood residue. Rubberwood is a light-coloured, medium density, homogeneous material suitable for producing high quality particleboard. -
CHIPPING & FLAKING
The rubberwood materials are chipped before being reduced to fine flakes of the desired thickness and length. This contributes to the optimum strength and smooth finish on the surfaces of the boards. -
DRYING & SCREENING
The wet flakes are dried in a hot gas dryer to the required moisture level. The dried flakes are then screened to separate fine and core particles and stored in the surface and core silo. -
GLUE-MIXING & BLENDING
The surface and core particles are separately mixed with glue, wax emulsion and other additives metered accurately to achieve quality of high standard. -
MAT FORMING
The resinated particles are spread by air and mechanical forming, incorporated by Computerised Programmable Control System, ensuring consistent mat density and uniform weight distribution. -
HOT PRESSING
The Hot Press which operates automatically on Programmable Logic Control compresses the mat under high pressure and controlled temperature to form boards to precise thickness. -
COOLING
The finished boards coming out from the Hot Press is weighed automatically to make sure that the determined density is obtained and are then placed on the Star Cooler to allow glue setting. -
SANDING
The raw boards are stored for final curing to stabilise the board properties. These boards will later be calibrated to accurate thickness, sanded to fine surface finishes and graded. -
SIZING
The master panel boards are checked for bonding conformance and thickness tolerance before side trimmed and cut to accurate dimension. The panels are stacked for intermediate storage. -
LAMINATING
The graded plain boards may be laminated with melamine impregnated decorative paper by Short Cycle Press process or natural veneer. The boards are regraded and packed for final shipping.
